Niezbyt prosta naprawa pozornie prostej pompy wody - tekst pochodzi z Subiektywnego Serwisu Internetowego
To wiem - Czytelnicy SSI (kto wie czy Skrytoczytacze także ?) cenią warsztatowe porady Tadeusza Lisa dotyczące silników jachtowych i ich osprzętu. Nie da się jednak ukryć, że adresowane są one dla posiadających dwie prawe ręce. Pozostałym pozostaje tylko podziwianie rozległej wiedzy i doświadczeń Autora. Tym razem z konsultacji skorzystał Lech Parell, który narzekał na niedomagania pompy wody chłodzącej silnik jachtu. Na Tadeusza można liczyć zawsze i wszędzie. Tym razem konsultacje odbyły się w osobliwej scenerii, bo w saloniku i przy … kawie.
Jak tam kamizelki?
Żyjcie wiecznie!
Don Jorge
-----------------------------
 Wpadł do mnie na kawę Lech z pompą wody ze swojego jachtu, która zniechęciła się do współpracy. Pompa niby działała, ale w otworze kontrolnym pojawiła się woda. Бывает – jak mawia mój gruziński przyjaciel Witalij.
Wpadł do mnie na kawę Lech z pompą wody ze swojego jachtu, która zniechęciła się do współpracy. Pompa niby działała, ale w otworze kontrolnym pojawiła się woda. Бывает – jak mawia mój gruziński przyjaciel Witalij.
Rzecz jest zazwyczaj banalna i polega na wymianie uszczelniacza, co niestety w tej konstrukcji pompy wymaga jej rozebrania, a nie tylko wyjęcia uszkodzonego elementu od strony wirnika. Usiedliśmy przy tej kawie i wziąłem się za rozbiórkę pompy, aby Lech mógł kupić części w świetnym sklepie na Terespolskiej – tam jest wejście do sklepu (JMB Łożyska, adres sklepu to Warszawa, Grochowska 285 (godziny 8-16.00))
Założyłem, że zanim skończymy sernik - będzie po regeneracji.
Niestety optymizm był przedwczesny – jako wynik zbyt powierzchownej obdukcji zwłok pompy. Zaczęliśmy ją we dwóch rozbierać i już pierwsze ruchy wzbudziły podejrzenia. Po pierwsze aluminiowe koło pasowe zeszło zadziwiająco łatwo – co oznacza, że uszkodzony był otwór. To pech, ponieważ nawet niewielkie bicie poosiowe koła prowadzi do szybkiego zużywania się paska klinowego. Ale nie można się martwić na zapas. Zostawiliśmy to.
Drugą podejrzaną sprawą były popękane pierścienie Segera, które wysypały się nam na dłoń. Były wyraźnie skorodowane, ale to nie mógł być jedyny powód. I rzeczywiście, bo bliższym oglądzie okazało się, że wałek przesuwa się prawie 2 mm po osi. To fatalne i praktycznie dyskwalifikuje pompę, ponieważ taki luz sprawia, że czoło wirnika trze - albo o dno korpusu, albo o pokrywkę. Mimo obecności wody jest to tarcie suche, powodujące zwęglenie gumy, której twarde opiłki przypominające ebonit rysują miękką powierzchnie mosiądzu obudowy.
Jeżeli po pracy woda odpływa z pompy, ponieważ na dolocie nie ma zaworu zwrotnego (częsty błąd), to zazwyczaj skrzydełka wulkanizują się do korpusu i przy następnym uruchomieniu łopatki wirnika zostają ścięte w wyniku zatarcia.
W przypadku pompy Lecha, to właśnie miało miejsce – zapewne już u poprzedniego właściciela jachtu. Napęd wałkiem wymusił nierówną walkę klina i przyspawanych łopatek – o łopatkach nic nie wiem (pompa była już częściowo rozebrana), ale walkę klina z wałkiem wygrał klin niszcząc wałek napędowy. Duża przykrość – patrz foto.
Wysoka temperatura, która towarzyszyła zacieraniu się pompy sprawiła, że zdechło przednie uszczelnienie (dość egzotycznego typu) i słona woda dostała się do łożyska czołowego. Wypłukała smar i łożysko zaczęło się zacierać.
Dalsze działania mechanicznych patomorfologów wykazały co następuje:
a. Łożysko się zatarło i zardzewiałe kulki zablokowały bieżnię wewnętrzną
b. W wyniku tego wałek przekształcił ją na łożysko ślizgowe. Póki był smar, który wyciekł z łożyska zamkniętego (typu RS) i smarował wałek - pompa prawdopodobnie pracowała. Ale do czasu
c. Smar wypłukiwany przez słoną wodę zniknął, a wałek od temperatury wytworzonej przez tarcie rozszerzył się i wszedł w bliską, intymną relację z wewnętrznym otworem zatartego łożyska tworząc nierozerwalny związek, jak to bywa w pierwszej fazie namiętności takich połączeń. To głęboko ludzkie
d. Następnie pokonał opór tarcia bieżni zewnętrznej, która zaczęła obracać się w korpusie pompy
e. Temperatura musiała być wysoka, ponieważ wyciekł smar z drugiego łożyska, a gumowe resztki uszczelnień zwulkanizowały się z korpusem.
I co teraz? Jak mawiał mój majster: siadyma i płaczyma. Idzie szukać drugiej pompy? Być może, ale nie jest to ani łatwe, ani tanie w silniku, który ma już pewną siwiznę na skroniach.
Sprawdziłem najniższe ceny pomp na Aliexpress porównywalnej jakości. Znalazłem najtańsze w przedziale za 1780 -2300 zł. Są też tanie zamienniki po około 700 zł + wysyłka, ale trzymajcie się od nich z dala. Fatalne łożyska, niedziałające uszczelnienia, nieobrobione króćce do węży, itp. Są to w zasadzie półfabrykaty do regeneracji, o ile nie traficie na egzemplarz z krzywym wałkiem lub przekoszoną osią obrotu – wtedy szkoda Waszego czasu.
Zatem pytanie - jak przeprowadzić regenerację nieregenerowalnej pompy?
Zaczynamy od wałka. Na 100% - z uszkodzonym otworem na klin i kiwającym się kółkiem napędowym nie powinien być powtórnie zmontowany – nawet gdyby jacht miał pójść na sprzedaż, ponieważ takie wstrętne rzeczy zapisuje w kajeciku nasz Anioł Stróż na rozprawę na Sądzie Ostatecznym. To się nie opłaca.
No to może zaspawać otwór i jeszcze raz frezować rowek pod klin? Niby można, ale jak mówił majster: przy hewtowaniu musowo go rzuci (to o wałku) – a wbrew pozorom prostowanie pogiętego od gorąca wałka wcale nie jest takie proste. Choć robiłem to niekiedy nawet z wałem śrubowym – jak będą zainteresowani opiszę technikę.
Decyzję przesądziło umycie i weryfikacja wymiarów. Zatarte łożyska tak zniszczyły jego powierzchnie, że nie było jak założyć nowych. Zatem decyzja – robimy nowy wałek.
Operacja nie jest startem rakiety SPACE-X – ale wraz ze znalezieniem wałka-przygotówki ze stali 316L i dość żmudnym toczeniem zejdzie Wam dzień+ pracy.
Teraz rada dla nieco mniej doświadczonych tokarzy (zawodowcy wybaczają mi oczywistość).
Oto zalecenia dotyczące noży, obrotów i chłodzenia.
Wybór noży tokarskich
Materiał narzędzia: rozważcie noże z węglika spiekanego (Cemented Carbide) lub z pokryciem PVD (Physical Vapor Deposition). Te materiały zapewniają lepszą odporność na ścieranie i wysokie temperatury, które są typowe przy obróbce stali nierdzewnych. Wynika to stąd, że stale te słabo przewodzą ciepło. Nie złapcie się w pułapkę świeżych amatorów – wszystkie pomiary wykonujemy na wałku schłodzonym do temperatury pokojowej.
Geometria ostrza: Stosujcie noże o dodatnich kątach natarcia (np. 6° - 12°), które redukują siły skrawania i zmniejszają ryzyko naruszenia powierzchni obrabianej. Ważny jest również kąt przyłożenia (około 5° - 7°) i kąt ostrza (ok. 60° - 80°). I raczej nie improwizujcie z tymi przetestowanymi w praktyce liczbami…
Poniżej pokazuje jak obliczyłem parametry ustawienia Waszych tokarek, aby uczynić artykuł bardziej uniwersalnym.
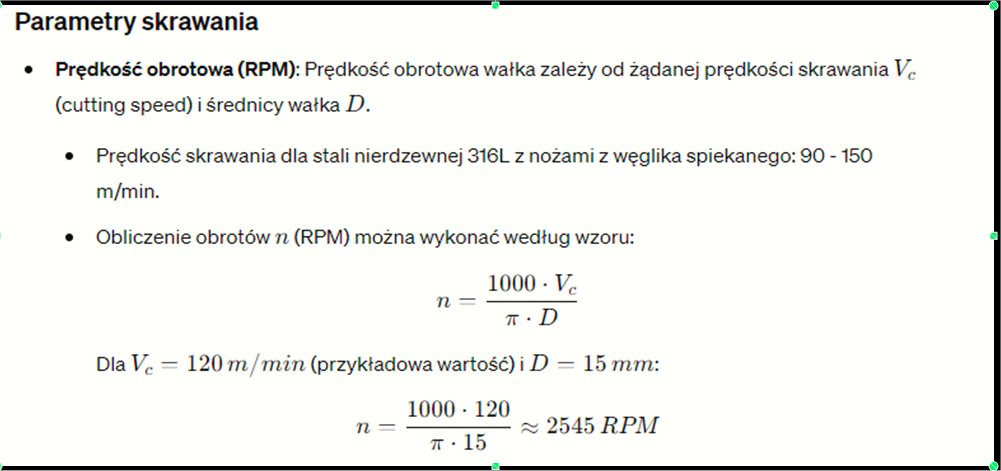
Jak widzicie nie ma tu żadnej magii i jeżeli zapomnicie, to łatwo ten wzór jest odtworzyć z pamięci.
A co z chłodzeniem?
Sugerowałbym następujący rodzaj chłodziwa. W obróbce stali nierdzewnych stosuje się przede wszystkim emulsje chłodzące na bazie wody z dodatkami przeciwkorozyjnymi i smarującymi. Mogą to być również specjalne chłodziwa syntetyczne lub półsyntetyczne.
Metoda chłodzenia? Najlepiej jest stosować chłodzenie zewnętrzne z dużym przepływem chłodziwa skierowanego bezpośrednio na strefę skrawania. Jeżeli Wasza mała tokarka stołowa nie ma pompki to pomoc Żony lub przyjaciółki z butelką z chłodziwem będzie nieocenioną. Wam samym zabraknie ręki – skupcie się na posuwach (wzdłużnym i poprzecznym) oraz na tym, żeby nie połamać kruchych ostrzy.
Dodatkowe wskazówki
Można rozważyć stosowanie narzędzi z pokryciami TiAlN lub podobnymi, które zwiększają odporność na ścieranie i utlenianie. Ale ponieważ to jednostkowy wyrób, raczej nie kupujcie ich ze względu na cenę.
Kontrola opiłków. Postarajcie się o dobre odprowadzanie wiórów, aby uniknąć zacięć i poprawić jakość powierzchni. Użyjcie pędzla maczanego w chłodziwie z dość twardym włosem.
Koniec dygresji o toczeniu wałka.
Czy odtworzyliśmy oryginał? Nie. Ponieważ:
1. Oryginalny wirnik wody miał za ciasny otwór na wałek – zatem dopasowaliśmy średnicę osadzenia do wirnika, który można kupić z półki.
2. Roztoczyliśmy otwór koła i zrobiliśmy większy stożek żeby zagwarantować jego prostopadłość do osi wałka.
Dociekliwy Czytelnik zastanowi się zapewne, dlaczego oryginalny wałek nie pasuje do oryginalnego wirnika tego samego producenta. Odpowiedź jest prosta: kasa Misiu, kasa.
Na linii produkcyjnej wałek będzie przed montażem zapewne schłodzony w oparach ciekłego azotu, co sprawi, że i wirnik i łożyska po prostu będzie można na nie nasunąć.
Jest pewne prawdopodobieństwo, że wirnik (zazwyczaj jako element zużywający się wykluczony z gwarancji) padnie w czasie jej trwania, a to oznacza odpłatną wizytę serwisu, ze specjalizowanym ściągaczem. Każdy producent musi żyć dobrze z dystrybutorami poprawiając im marżowość sprzedaży – niech Was to nie gorszy. Życie.
OK. Wałek wytoczony, składamy pompę - i porażka.
Wałek przemieszcza się poosiowo. Powód? Wada konstrukcyjna polegająca na tym, że położenie drugiego łożyska nie jest ustalane względem wałka. Zmodyfikowaliśmy zatem wałek nacinając rowek pod zewnętrzny pierścień Segera. Rezultat? Zero luzu poosiowego, pompa obraca się delikatnie palcami.
A co z wyrobionym korpusem pompy? Po oczyszczeniu przylgni łożyska posmarowaliśmy cienko korpus preparatem Locite (czerwonym). Ustaliło to perfekcyjnie łożyska i pozwoli je wymienić w przyszłości przy użyciu lekkiej praski hydraulicznej.
Poniżej komiks pokazujący krytycznie ważne kupna części zamiennych i ich montażu.
Rys.SSI 1 - Korpus po całkowitym demontażu. Powierzchnie wymagają delikatnej obróbki skrawaniem, wszystkie rowki pod pierścienie Segera są uszkodzone i wymagają poprawki nożem hakowym

Rys.SSI 2 - Stary i nowy wałek. Zwróćcie uwagę, w jaki sposób stary wałek został uszkodzony w wyniku zatarcia pompy. Nowy wałek jeszcze przed polerowaniem

Rys.SSI 3 - simmering osadzamy za pomocą wałka z teflonu, aby nie uszkodzić delikatnej wargi charakterystycznej dla wysokiej klasy uszczelniaczy

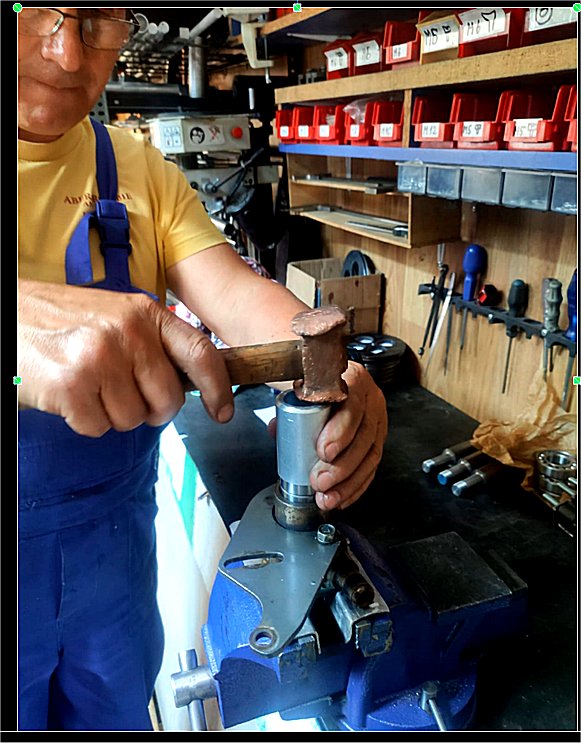
Rys.SSI 4 - czoło wałka zakończone gwintem uderzamy twardym (bukowym) członkiem młotka. Zwróćcie uwagę na aluminiowe nakładki eliminujące ryzyko wykruszenia bieżni

Rys.SSI 5 - tuleja pobijaka odpowiada dokładnie wymiarom bieżni zewnętrznej. Unikamy tłuczenia śrubokrętami, prętami, itp. aby nie skaleczyć uszczelnienia łożyska typu RS. Wałek w miejscu pracy pierścienia Simmera powinien być posmarowany smarem litowym – nie smarem Towota
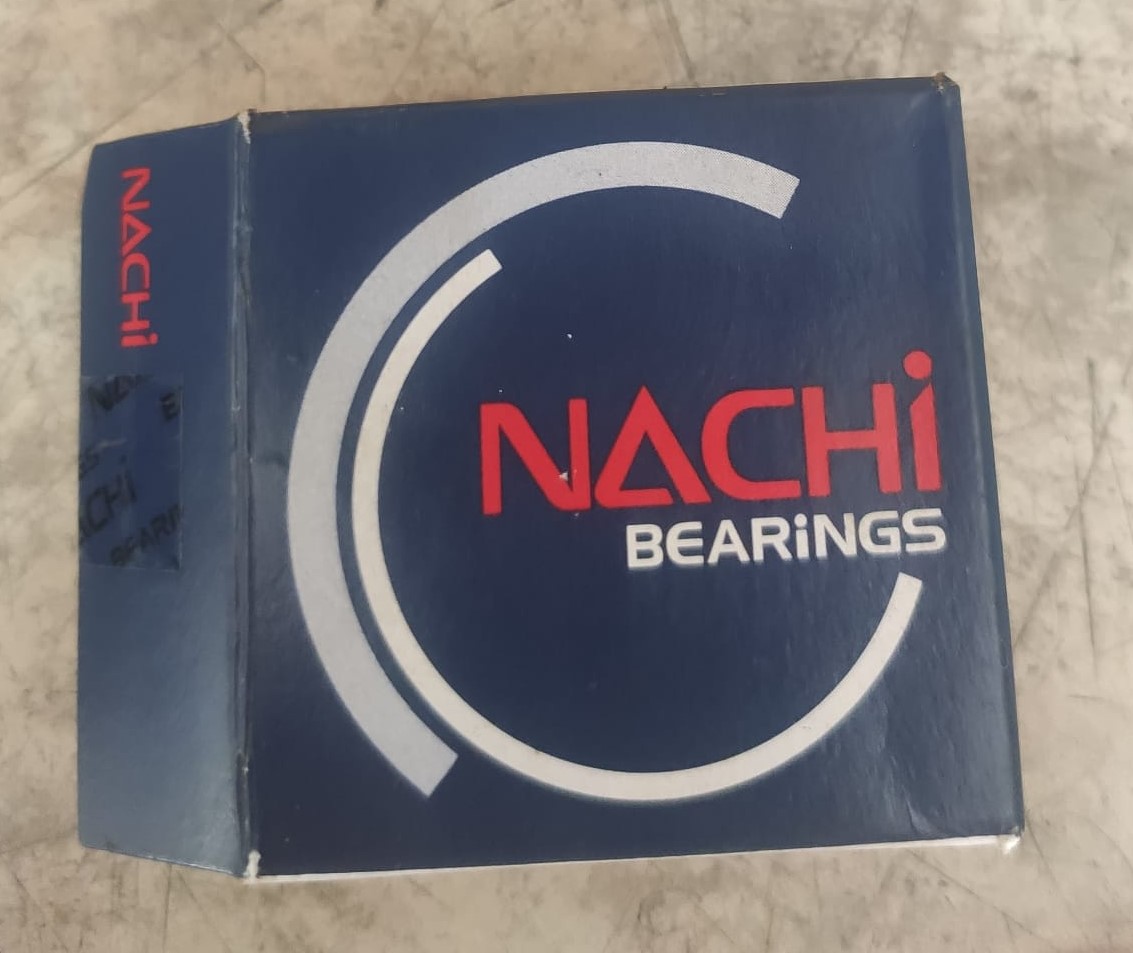
Rys.SSI 6 - te łożyska nie aspirują do bycia liderem taniości. Ale japońska precyzja ich wykonania warta jest każdego wydanego centa. Strzeżcie się chińskiego śmietnika - łożysko pompy rozsypujące się w wysokim morzu szybko zweryfikuje Wasz układ nerwowy...
Rys.SSI 7 – wewnętrzny pierścień Segera wkładamy w rowek zawsze od strony zamka. Jeżeli strona przeciwna wymaga mocniejszego dopchnięcia niż palec robimy to drewnianym patyczkiem do lodów. Jeżeli omsknie się śrubokręt to pokaleczy uszczelnienie łożyska….

Rys.SSI 8 - koniec wieńczy dzieło. Po zamontowaniu wirnika papierową uszczelkę pokrywy nasączamy wodą przed dociśnięciem pokrywy – tak, aby wstępnie spuchła w chwili dokręcania. Obie powierzchnie pociągnijcie delikatnie olejem maszynowym, zbierając go prawie do suchości. Po następnym demontażu pokrywki uszczelka ocaleje. Nie dawajcie grubszej uszczelki!

Podsumowanie.
Całość naprawy pompy wyniosła 263 zł, z czego gros pochłonęło precyzyjne wykonanie wałka z 316L, które musiałem wykonać korzystając z zaprzyjaźnionego warsztatu. Czy było to opłacalne? Zdecydowanie tak. Jest to kwestia nie tylko oszczędności rzędu 1500-2000 zł, ale przede wszystkim tego, że tak jak w tym przypadku trudno jest dobrać identyczny zamiennik dobrej jakości.
Zastosowanie łożysk i uszczelniaczy z najwyższej półki od renomowanego dostawcy bardzo istotnie zwiększa prawdopodobieństwo, że pompa będzie działała długo i bezawaryjnie. Czy mamy 100% gwarancji – niestety nie. Zdażało mi się reklamować zarówno uszczelniacze, jak i łożyska – ale to był po prostu pech, który zdarza się bardzo rzadko przy wyrobach tej klasy.
Dlatego zachęcam Was, abyście unikali strategii wyrzuć i zapomnij. Większość silników starego typu jest wykonywana bardzo solidnie z myślą o wielokrotnym remoncie. Zarówno użyte materiały, jak i zapasy wytrzymałości są znacznie wyższe w porównaniu ze współczesnymi praktykami projektowymi.
Na koniec kilka uniwersalnych rad dotyczących napraw tego krytycznie ważnego elementu osprzętu.
1. Co zrobić, gdyby zatarte łożyska zniszczyły znacznie bardziej obudowę? Zapas grubości ścianki był na tyle duży, że mógłbym na wytaczarce roztoczyć osadzenie łożysk na wymiar o jeden numer większy, co wymagałoby zebrania po 2 mm materiału na stronę.
2. Jeżeli mógłbym zebrać tylko milimetr, to wtedy wprasowałbym cienki pierścień osadczy wykonany z brązu
3. Jak poradzić sobie z wałkiem, który w wyniku zatarcia ma zniszczoną powierzchnię na której pracuje warga simmeringu? Przetaczamy wałek i wciskamy na niego na gorąco cienki pierścień z brązu fosforowego, który po zamontowaniu polerujemy do połysku
4. Co zrobić z uszkodzonym otworem kółka pasowego? Należy wykonać tuleje stalową z kołnierzem i osadzić ją na wcisk w kole. Po co kołnierz? Aby zapewnić idealną osiowość połączenia przy relatywnie małej grubości kółka pasowego.
5. Uszkodziło się uszczelnienie pompy od strony wirnika, a nie mamy zapasowych simeringów? No trochę niedobrze, że nie mamy. To trudna, ale nie beznadziejna sytuacja. Zostawcie na miejscu istniejący simmering. Wyjmijcie przednie łożysko i owińcie wałek pakułami nasączonymi smarem litowym. Wciśnijcie łożysko przednie (tak jak pokazałem na fotografii) ściskając pakuły. Po nasiąknięciu wodą spuchną na tyle, że zatamują duży wyciek. Z morza na pewno wrócicie z działającą pompą. Pojedyncze krople z otworu kontrolnego denerwują, ale mamy wciąż działającą pompę i dobrze chłodzony silnik.
6. Po przeglądzie jesiennym podejrzane wirniki wyrzucamy – skłonność do hazardu zaspakajamy gdzie indziej.
Pozdrowienia dla całego Klanu, silnych wiatrów dla Lecha!
Tadeusz
Tagi: naprawa, pompa, porady żeglarskie
 0
0



























